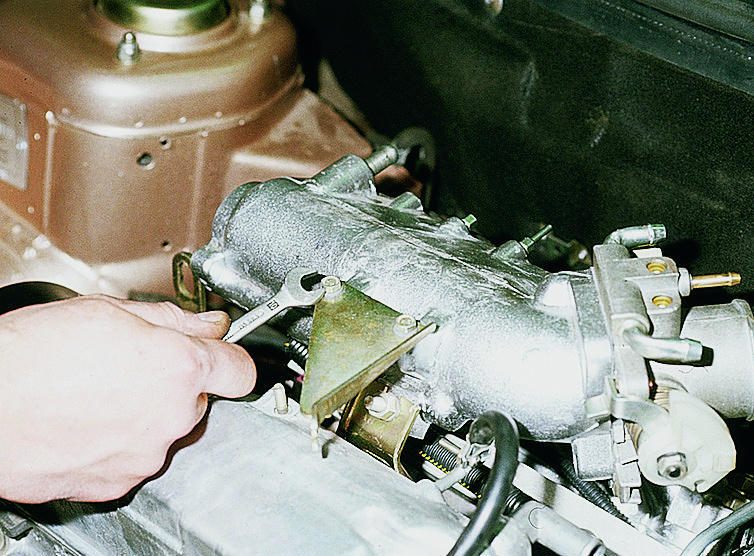
- Выводим наконечник троса привода дроссельной заслонки из кронштейна.
|
- Ключом "на 10" отворачиваем две гайки крепления кронштейна троса
привода дроссельной заслонки к ресиверу (только для двигателя
ВАЗ-2111)...
|

|
...и снимаем его.
|
|
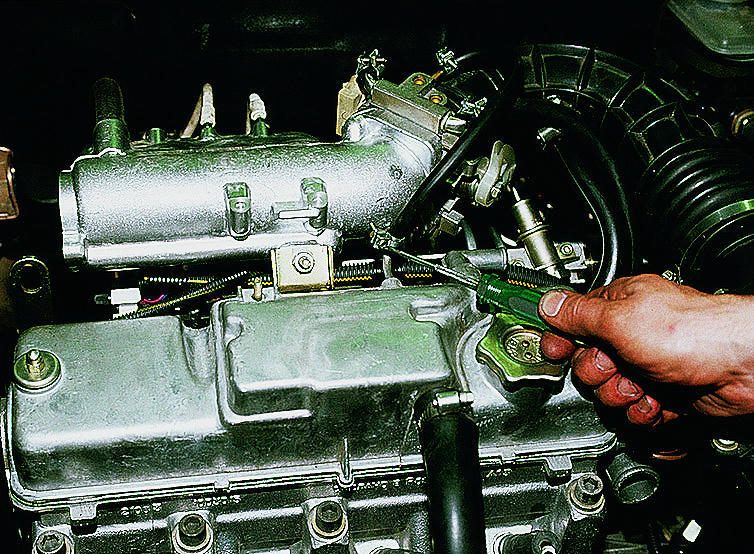
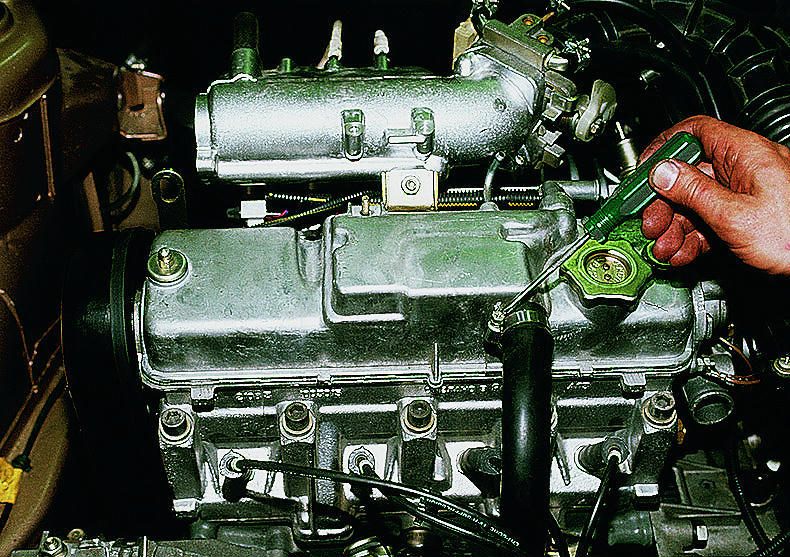
- Крестообразной отверткой ослабляем хомуты крепления двух отводящих
шлангов вентиляции картерных газов и снимаем шланги со штуцеров
клапанной крышки.
|
|
- Крестообразной отверткой ослабляем хомут крепления подводящего шланга вентиляции картерных газов и снимаем шланг.
|
|
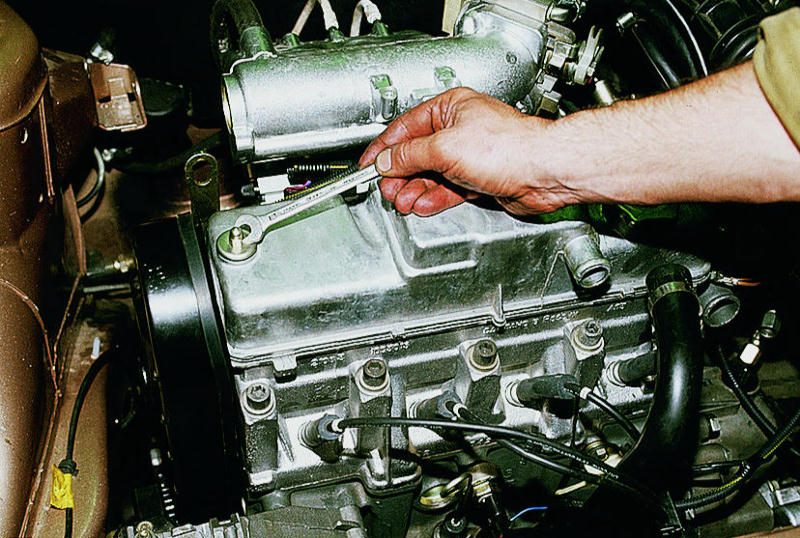
- Ключом "на 10" отворачиваем две гайки крепления клапанной крышки.
|
|
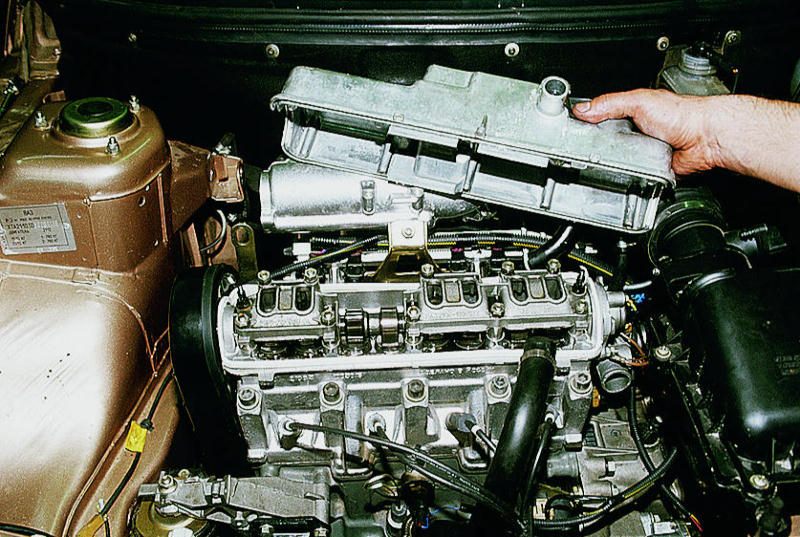
- Снимаем клапанную крышку...
|

|
- В отверстиях клапанной крышки установлены резиновые уплотнительные втулки.
|

|
- Снимаем прокладку клапанной крышки.
|
9. Снимаем переднюю крышку ремня привода ГРМ
Порядок проверки и регулировки зазоров в механизме привода клапанов следующий.
- Поворачиваем коленчатый вал по часовой стрелке до совмещения
установочных меток на зубчатом шкиве распределительного вала и задней
крышке ремня привода ГРМ (см. Замена ремня привода газораспределительного механизма (ГРМ) на двигателях ВАЗ-2110, -2111).
|
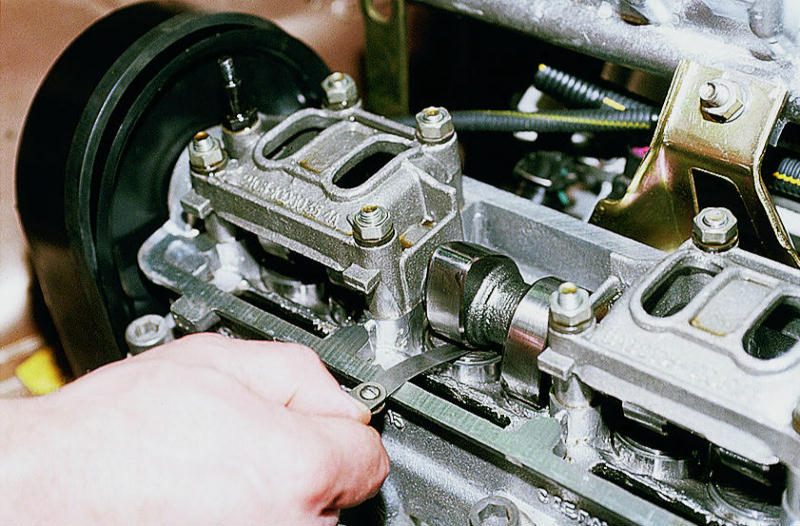
- Затем поворачиваем коленчатый вал еще на 40–50° (2,5–3 зуба на шкиве
распределительного вала). В этом положении валов проверяем набором
щупов зазоры у первого и третьего кулачков распределительного вала.
|
- Зазор между кулачками распределительного вала и регулировочными
шайбами должен быть 0,20 мм для впускных клапанов и 0,35 мм – для
выпускных. Допуск на зазоры для всех кулачков составляет ±0,05 мм.
|
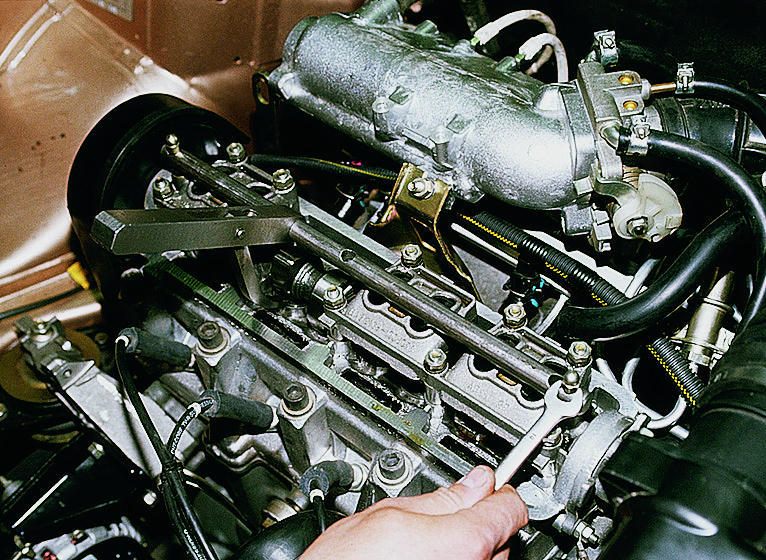
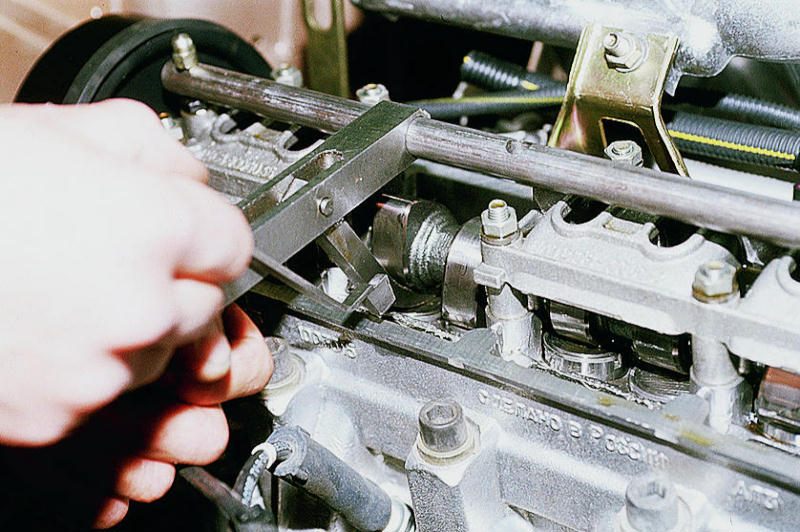
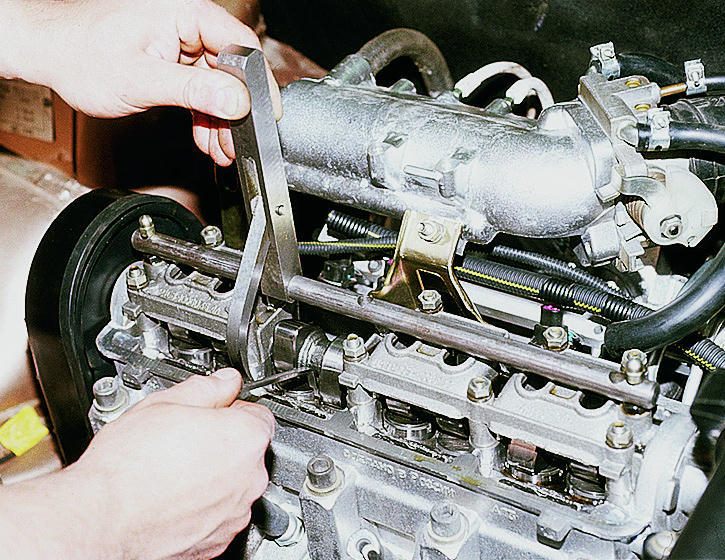
- Если зазор отличается от нормы, то на шпильки корпусов подшипников
распределительного вала устанавливаем приспособление для регулировки
клапанов.
|
|
- Вводим "клык" приспособления между кулачком и толкателем.
|
|
- Разворачиваем толкатель так, чтобы прорезь в его верхней части была обращена вперед (по ходу автомобиля).
|
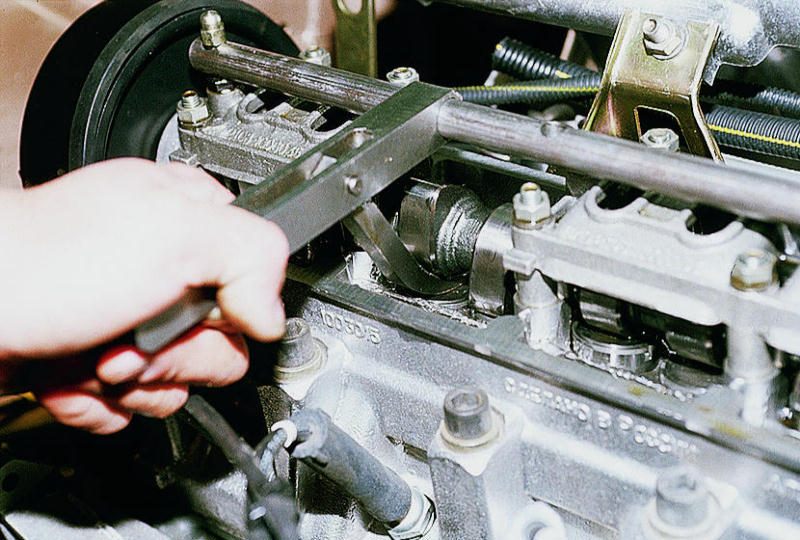
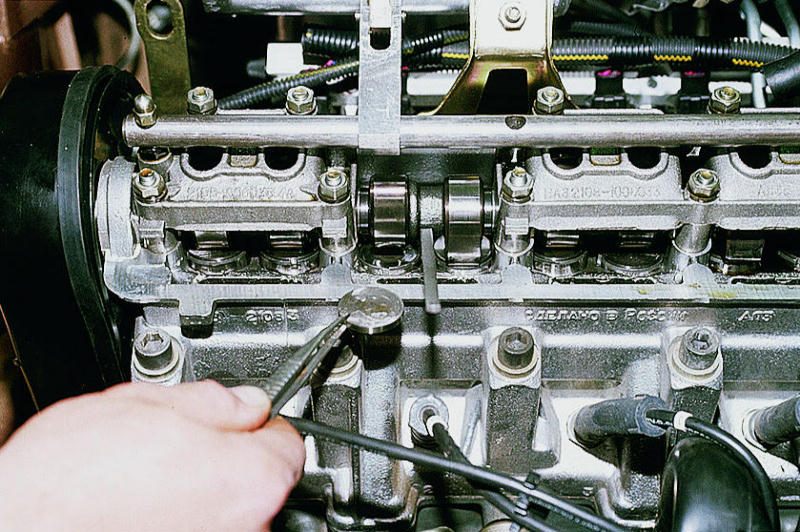
- Нажимая вниз на рычаг приспособления, утапливаем "клыком" толкатель
и устанавливаем между краем толкателя и распределительным валом
фиксатор, который удерживает толкатель в нижнем положении.
Утапливание толкателей клапанов при замене регулировочной шайбы
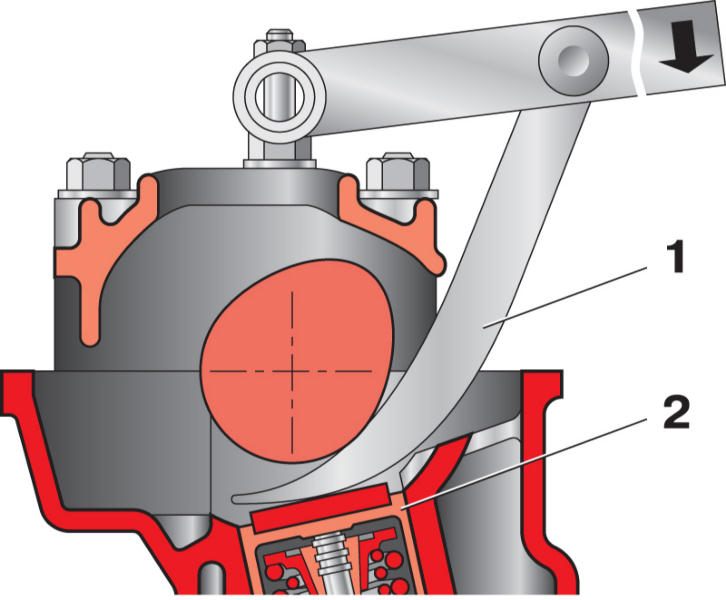
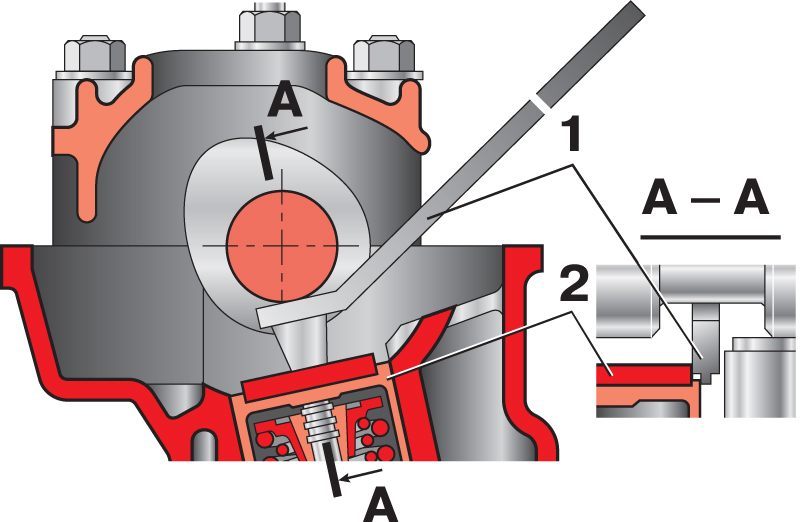
1 – приспособление
2 – толкатель
Фиксирование толкателей клапанов при замене регулировочной шайбы
|
- Поднимаем рычаг приспособления в верхнее положение.
|
|
- Пинцетом через прорезь поддеваем и извлекаем регулировочную шайбу.
|
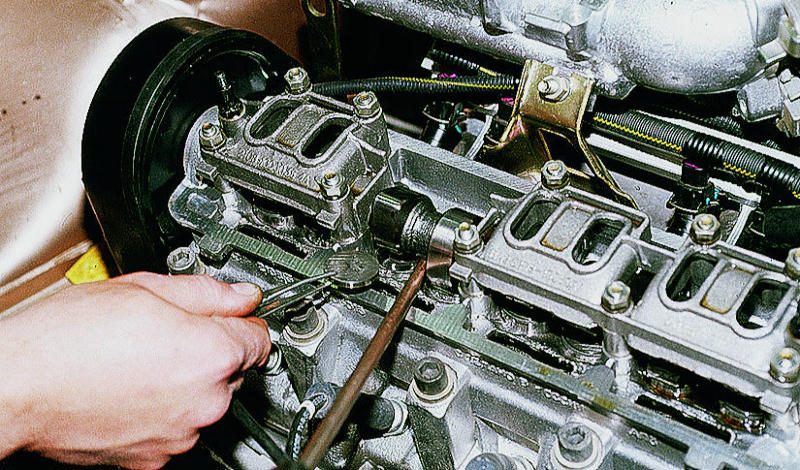
- При отсутствии приспособления для регулировки клапанов можно воспользоваться двумя отвертками.
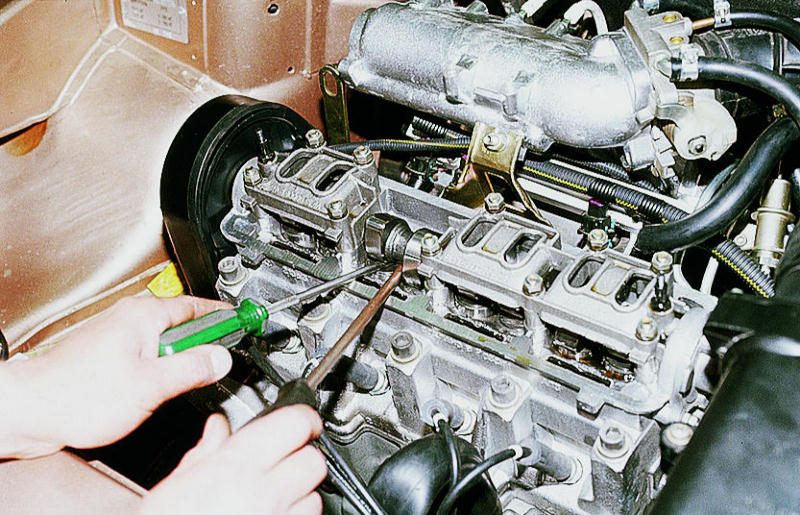
|
- Мощной отверткой, опираясь на кулачок, отжимаем толкатель вниз.
Вставив ребро другой отвертки (с жалом шириной не менее 10 мм) между
краем толкателя и распределительным валом, фиксируем толкатель.
|
|
- Вынимаем пинцетом регулировочную шайбу.
|
- Зазор регулируем подбором толщины регулировочных шайб. Для этого
микрометром замеряем толщину шайбы. Толщину новой регулировочной шайбы
определяем по формуле:
Н = В+(А–С),
мм,
где А – замеренный зазор; В – толщина снятой шайбы; С – номинальный зазор; Н – толщина новой шайбы.
- Толщина шайбы маркируется на ее поверхности электрографом.
- Новую шайбу устанавливаем в толкатель маркировкой вниз и убираем фиксатор
- .Еще раз проверяем зазор. При правильной регулировке щуп толщиной 0,20 или 0,35 мм должен входить в зазор с легким защемлением.
- Последовательно поворачивая коленчатый вал на
пол-оборота, регулируем зазоры остальных клапанов в последовательности,
указанной в таблице:
|
Угол поворота коленчатого вала от положения совмещения меток, град.
|
Кулачки
|
|
выпускной
(зазор 0,35 мм)
|
впускной
(зазор 0,20 мм)
|
|
40–50
|
1
|
3
|
|
220–230
|
5
|
2
|
|
400–410
|
8
|
6
|
|
580–590
|
4
|
7
|
| 





